fio de prata
Análise das causas e das contramedidas das listras de prata ou de flores materiais nos produtos
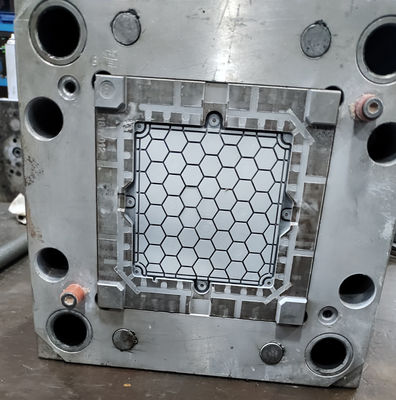
O fio de prata é chamado igualmente a grão de prata ou flor material, está na tabela do produto e ao longo do fluxo a frase parece similar ao fenômeno das listras de seda brancas do cabelo de prata. A razão principal para os defeitos é a interferência do gás (principalmente vapor de água, gás da decomposição, gás solvente, ar).
| Causa | Cuntermeasure | |
| Formando a circunstância |
1. A velocidade da modelação por injeção é demasiado rápida 2. A temperatura do material é demasiado alta 4. A velocidade do parafuso é demasiado rápida 5 derretimentos quando a pressão traseira não é apropriada, conduzem demasiado para cortar, ligação demasiado baixa à exaustão má 6. O uso da máquina da alimentação da injeção tem uma estadia de retenção longa |
1. Reduza a velocidade ou use a colagem classificada 2. Reduza à temperatura de endurecimento apropriada 3. Seque o material completamente 4. Ajuste a velocidade apropriada 5. Ajuste para trás a pressão de acordo com circunstâncias diferentes 6. Interruptor ao modelo direito |
| Morra |
1. O corredor e a porta são demasiado pequenos, de modo que a tesoura seja demasiado grande 2. Exaustão má 3. Não há nenhuma economia residual fora do material e da porta frios, tendo por resultado o material frio |
1. Aumente o corredor e a porta 2. Aumento e para melhorar o gás de exaustão 3. Alimentação fria ajustada de S bem. Porta melhorada
|
| Projeto de produto |
1. Não bastante R no canto 2. Colocação imprópria da porta e da barra 3. A espessura de parede desigual deve ser injetada na alta velocidade respectivamente |
1. Ângulo ajustado de R para o fluxo liso 2. Rearranje a porta 3. Melhore a espessura do produto
|
| Material |
1. Mais gás é produzido ao derreter 2. Materiais misturados com outros materiais variados 3. A receita é demasiado madura reviver |
1. Mudança ao material com menos gás. 2. com cuidado reabastecendo 3. Reduza a proporção ou não use nenhuma matéria prima |
| Outro | · A influência do agente liberador, da mancha de Shan, etc. | evite usar-se |